
Bur Shapes for Jewelry Making: A Complete Guide
Every jeweler needs a well-chosen set of burs. The shape of a bur determines what it can do: cut a stone seat, smooth a prong, hollow a channel, or remove excess solder. This guide covers the thirteen most common bur shapes used in jewelry fabrication, explains what each one does best, and helps you decide which shapes belong in your own kit.
How Bur Shape Affects Performance
A bur's profile determines three things: where it can reach, how it contacts the metal, and what kind of surface it leaves behind. A ball bur contacts metal at a single point and can reach into tight spaces. A cylinder bur contacts metal along a flat line and leaves a smooth, even wall. Choosing the right shape for each task means less cleanup work and more accurate results.
Most jewelers keep between six and ten shapes on hand. The list below is ordered from the most commonly used shapes to the more specialized ones, so if you are building your first set, start at the top.
Essential Bur Shapes
Round Burs (Ball Burs)

The round bur is the most versatile shape in any jeweler's collection. Its spherical head cuts at any angle and fits easily into narrow spaces. Common uses include:
- Drilling pilot holes and enlarging existing holes
- Deburring drilled holes from the inside
- Carving recesses for sweat soldering
- Roughing out seats for stone setting
- Removing resin supports and casting sprues
Round burs are available in the widest range of diameters, from 0.5mm for micro-pave work up to 5mm or larger for heavy material removal. Keep several sizes on hand.
Setting Burs
Setting burs are specifically designed to cut stone seats in tube, bezel, and prong settings. The bur head matches the profile of a round stone's pavilion, so it cuts a seat at the correct angle in a single operation. Compared to a hart bur, the setting bur is less likely to cut too deep because its shape naturally limits the depth of cut. Match the bur diameter to the stone diameter for a precise fit.
Hart Burs

Hart burs are available in 45-degree, 70-degree, and 90-degree angles. They are more versatile than setting burs because the flat sides can be used like a small fly cutter to score lines into metal. Primary uses include:
- Cutting seats in prongs for flush setting
- Cutting channels for channel-set stones (45-degree and 70-degree angles work best)
- Scoring layout lines on metal surfaces
- Adjusting stone seats for a tighter fit
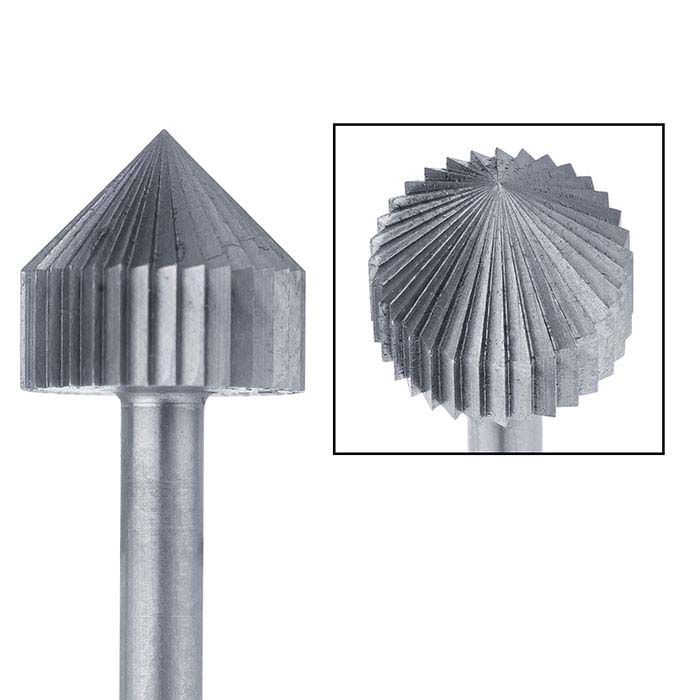
Cone Burs
The cone bur has a straight taper that ends in a point. It is the best choice for tapering holes, countersinking drill holes, and cleaning the back side of drilled holes where a small burr of metal often remains. The taper angle makes it easy to control how much material is removed by adjusting the depth of insertion.
Cup Burs

Cup burs have a hollow, hemispherical head with cross-cut teeth that prevent clogging. They are purpose-built for rounding and smoothing the ends of wire, prongs, posts, and rivet heads. To use a cup bur, center it over the wire end and apply gentle downward pressure while the bur spins. The result is a smooth, rounded tip that is safe to wear against skin. Cup burs are essential for finishing ear posts, brooch pins, and prong tips.
Shaping and Finishing Burs
Cylinder Burs
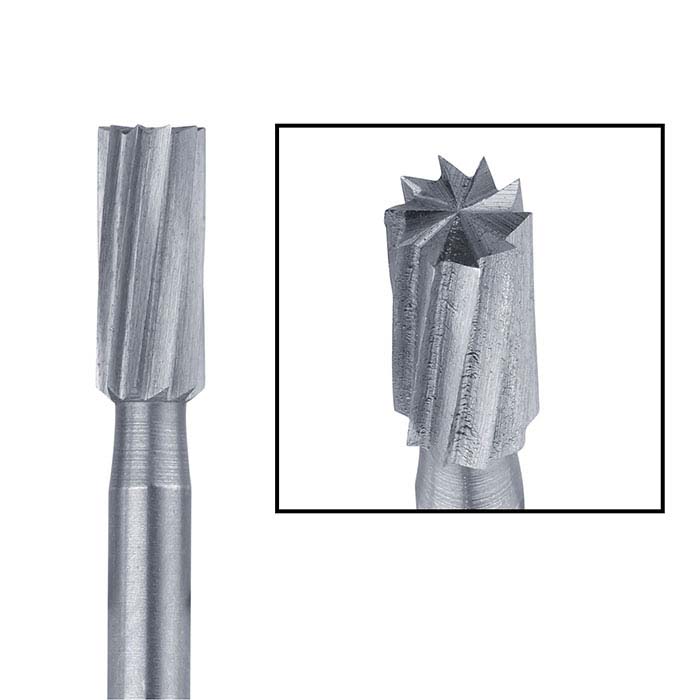
Cylinder burs have a flat end and straight sides, making them the natural choice for grinding and shaping the inside of ring shanks. They produce flat, even walls and are also useful for squaring off the inside of bezels and creating flat-bottomed channels. For the inside of ring bands, use the largest cylinder diameter that fits comfortably inside the ring to avoid creating grooves.
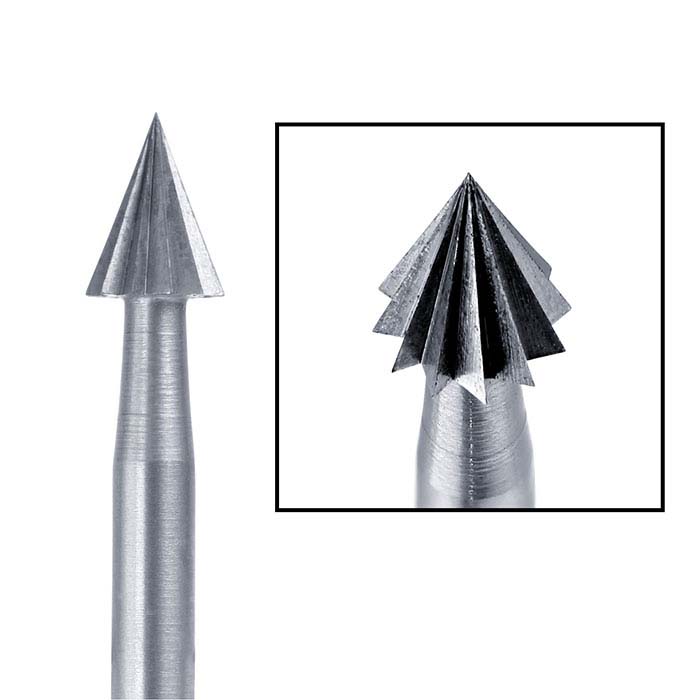
Bud Burs (Flame Burs)

Bud burs have a gently curved taper that comes to a point, combining characteristics of both the cone and the ball. They can taper and enlarge holes like a cone bur, but the rounded profile also allows them to perform several stone setting tasks. Use them to relocate a hole that was drilled slightly off-center, enlarge a bezel opening, or blend the transition between a seat and the surrounding metal.
Wheel Burs
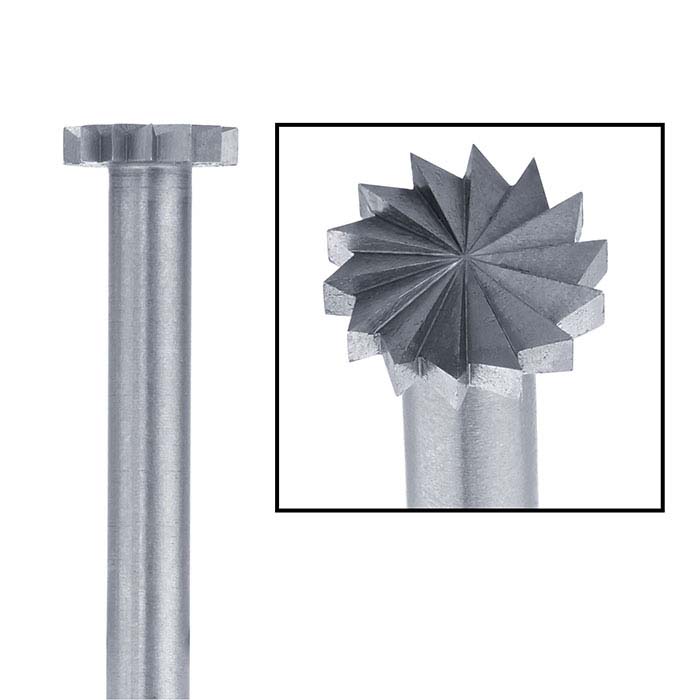
Wheel burs have cutting flutes on both their edges and flat faces. They are particularly useful for removing material from the inside of a bezel to create clearance for a cabochon stone. The thin profile lets you cut a narrow slot or groove without removing more material than necessary. Wheel burs also work well for cutting decorative grooves and channels on flat metal surfaces.
Specialty Bur Shapes
Inverted Cone Burs

The inverted cone cuts flat-bottomed undercuts, tapered slots, and seats in irregularly shaped bezels. It is also effective for cleaning the inside of bezels and channel settings where other shapes cannot reach. Some jewelers use inverted cone burs for texturing metal surfaces, as the flat cutting face creates a distinctive hammered pattern when applied at varying angles.
Knife-Edge Burs

Knife-edge burs taper on both sides to a thin edge, making them ideal for scoring layout lines, cutting narrow grooves, and removing resin supports and casting structures from delicate areas. The double taper gives you control over groove width by adjusting the depth of cut.
Krause Burs

The Krause bur has a rounded, bud-like shape with an extended taper. It is a precision tool for enlarging and tapering hinge pin holes, repositioning drilled holes, removing excess solder from joints, and fine-tuning openings in box clasps and other mechanisms. If you make clasps, hinges, or other mechanical components, the Krause bur belongs in your kit.
Cross-Cut Burs
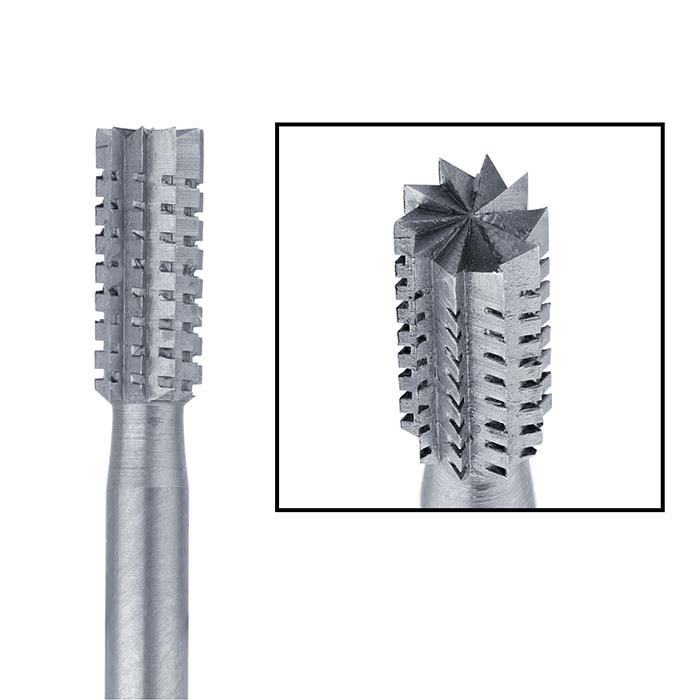
Cross-cut burs have teeth similar to a double-cut file, making them the most aggressive cutters in this list. They remove large amounts of metal quickly and are typically used for rough shaping castings, removing heavy sprues, and sizing ring shanks. Because they cut so aggressively, use them with a light touch and moderate speed. Tungsten carbide cross-cut burs are especially effective for heavy stock removal on gold and silver alloys.
Wax Burs

Wax burs are made from tungsten vanadium and have large, widely spaced flutes that prevent clogging. They are designed specifically for carving wax models for lost-wax casting. Standard metal burs will clog almost immediately in wax, so dedicated wax burs are a necessity if you do any wax carving. Run them at low speed (5,000-8,000 RPM) to prevent the wax from melting rather than cutting.
Bur Shape Quick-Reference Table
| Bur Shape | Primary Use | Best For |
|---|---|---|
| Round (Ball) | General purpose | Drilling, deburring, recesses |
| Setting | Stone seats | Tube, bezel, and prong settings |
| Hart | Stone seats and scoring | Flush setting, channel cutting |
| Cone | Tapering holes | Countersinking, hole cleanup |
| Cup | Rounding wire ends | Prongs, posts, rivet heads |
| Cylinder | Flat surfaces | Ring shank interiors, bezels |
| Bud / Flame | Hole enlargement | Hole relocation, seat blending |
| Wheel | Slot cutting | Bezel clearance, decorative grooves |
| Inverted Cone | Undercuts | Flat-bottomed seats, texturing |
| Knife-Edge | Scoring lines | Layout lines, narrow grooves |
| Krause | Precision fitting | Hinges, clasps, pin holes |
| Cross-Cut | Heavy removal | Sprue removal, rough shaping |
| Wax | Wax carving | Lost-wax model making |
Choosing Materials and Sizes
Jewelry burs are available in high-speed steel (HSS), tungsten carbide, and diamond-coated versions. For general gold and silver work, HSS burs offer good performance at a low cost. For platinum and stainless steel, diamond burs or tungsten carbide are necessary because HSS will dull too quickly on these harder metals.
As a starting point, keep three sizes of each essential shape: a small size (0.5-1.0mm) for detail work, a medium size (1.5-2.5mm) for general tasks, and a large size (3.0mm and up) for heavy removal. You will quickly learn which sizes you reach for most often and can build your collection from there.
Practical Tips for Using Burs
- Lubricate the cut: Apply a drop of bur lubricant or cutting oil to reduce heat and extend bur life, especially when cutting platinum or steel.
- Match speed to material: Softer metals like gold and silver cut best at moderate speeds (8,000-15,000 RPM). Harder metals require lower speeds with more pressure.
- Secure the workpiece: Always hold the piece in a ring clamp, pin vise, or bench vise. Freehand work leads to slipped burs and scratched metal.
- Replace worn burs: A dull bur requires more pressure, which reduces control and increases the chance of slipping. Burs are consumables; replace them when they stop cutting cleanly.
For more on selecting the right rotary tool to drive these burs, see our guide on choosing a rotary tool for jewelry making. If you work with softer stones as well as metal, our jade polishing guide covers the finishing side of lapidary work.
