The dental bur color coding system is one of those things every clinician learns in school and then half-forgets by the third year of practice. This guide puts the full color chart, grit specifications, and ISO 6360 classification breakdown in one place so you can stop guessing and start grabbing the right bur on the first try.
Diamond Bur Color Coding System
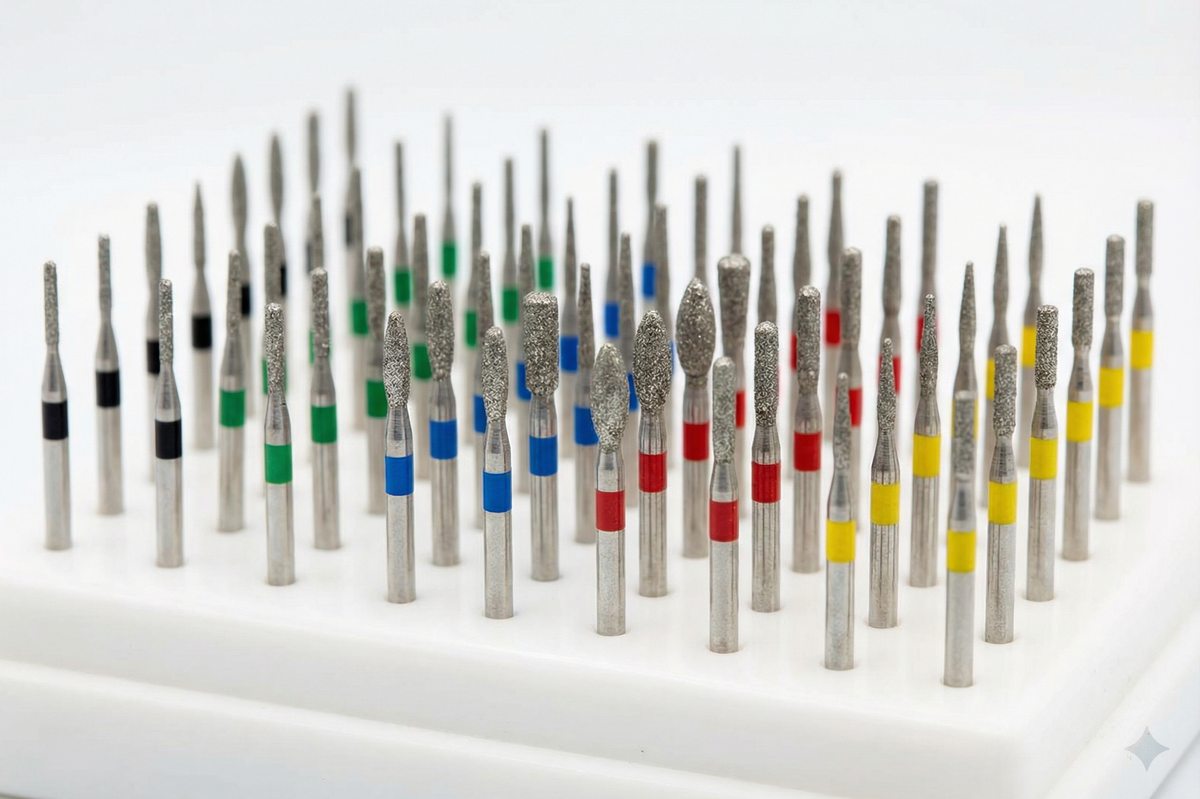
Diamond burs use colored bands on the shank to indicate grit size — the coarseness of the diamond particles bonded to the head. The system runs from black (coarsest) to white (finest), and it applies across manufacturers worldwide. Here is the complete diamond dental burs color chart:
Color Band | Grit Category | Particle Size (μm) | Typical Use |
|---|---|---|---|
Black | Super Coarse | 180 | Rapid bulk reduction, aggressive tooth removal |
Green | Coarse | 125 – 150 | Crown preparation, enamel shaping, initial reduction |
Blue | Standard / Medium | 106 | General cutting, routine preparation work |
Red | Fine | 40 – 50 | Finishing, margin refinement, secondary smoothing |
Yellow | Extra Fine | 20 – 25 | Smoothing, pre-polish contouring |
White | Ultra Fine | 10 – 15 | Final polishing, high-gloss finishing |
One thing to watch for: many manufacturers skip the blue band entirely on standard-grit burs. If you pull a diamond bur out of the box and it has no color ring at all, it is almost certainly a medium/standard grit (106 μm). Do not confuse an unmarked bur with a defective one.
What the Color Bands Tell You in Practice
The color coding system is not just an identification scheme — it maps directly onto your clinical workflow. For most indirect restorations, you move through the colors in a predictable sequence from coarse to fine.
Take a full-coverage crown prep as an example. Start with a green-banded 856 taper for initial depth cuts and bulk reduction. The 125–150 μm grit removes enamel and dentin fast, letting you establish your occlusal and axial reduction within a couple of minutes. Switch to a blue-banded (or unmarked standard) version of the same shape for final reduction and wall refinement — the 106 μm grit gives you better control near the margin without sacrificing too much cutting speed. Then finish the margin with a red-banded fine taper, ideally a needle-shaped 859 or a round-end 856. The 40–50 μm grit cleans up the preparation edge and removes the micro-roughness that catches on impression material.
For all-ceramic restorations where margin smoothness directly affects the fit, continue to yellow (extra fine) to pre-polish the finish line. White-banded burs are rarely needed on the prep itself but are excellent for adjusting and polishing the ceramic restoration chairside after cementation.
Pro Tip: Keep the same shape profile across your grit sequence. If you start with a green 878K (torpedo), your fine and extra-fine finishing burs should also be 878K. Switching shapes mid-prep changes the geometry of your reduction and introduces inconsistencies in wall thickness.
If you are weighing whether to use diamond burs or carbide burs for your finishing steps, the short answer is that diamond burs in red and yellow bands excel on enamel and ceramic surfaces, while carbide finishing burs give a smoother result on dentin and composite.
ISO 6360 Classification System
The color band tells you the grit. The ISO 6360 number tells you everything else. This international standard assigns every rotary instrument a multi-part code that fully describes the bur. It breaks down into five groups, read left to right:
The Five Parts of an ISO 6360 Number
Part 1 — Material of the cutting head: Identifies what the bur is made from. The key codes are 1 = steel, 2 = tungsten carbide, 3 = diamond coated. So any bur number starting with 8 in the first group (806) contains diamond abrasive.
Part 2 — Shank type: Tells you which handpiece the bur fits. 314 = FG (friction grip, for high-speed handpieces), 204 = RA (right angle, for slow-speed contra-angles), 104 = HP (handpiece, for straight nose-cones). This is also where understanding shank types becomes important.
Part 3 — Shape of the head: A three-digit code for geometry. Common ones: 001 = round, 010 = inverted cone, 110 = cylindrical flat-end, 166 = tapered with rounded end, 197 = flame.
Part 4 — Granularity (grit) or blade design: For diamond burs, this maps to the color band system. For carbide burs, it indicates flute count and cross-cut pattern. Codes like 524 for diamond indicate fine grit.
Part 5 — Head diameter: Measured in tenths of a millimeter. 014 = 1.4 mm diameter, 023 = 2.3 mm, 008 = 0.8 mm.
Decoding an Example: 806 314 166 524 014
Let's break this down piece by piece:
ISO Segment | Code | Meaning |
|---|---|---|
Part 1 — Material | 806 | Diamond-coated rotary instrument |
Part 2 — Shank | 314 | FG (friction grip) — fits high-speed handpiece |
Part 3 — Shape | 166 | Tapered fissure with rounded end |
Part 4 — Grit | 524 | Fine grit (red band, 40–50 μm) |
Part 5 — Diameter | 014 | 1.4 mm head diameter |
In plain language: this is a fine-grit diamond bur with a tapered rounded-end shape, 1.4 mm wide, made for a high-speed FG handpiece. It would carry a red color band and is exactly the kind of bur you would use for margin finishing on a crown prep.
Carbide Bur Identification
Tungsten carbide burs follow a different identification logic. While some manufacturers apply color rings to indicate usage categories (such as green for trimming or red for finishing), these are not standardized the way diamond grit bands are. Two carbide burs from different brands with the same color ring may have completely different flute designs.
Instead, carbide burs are identified primarily by three characteristics:
Number of flutes: Fewer flutes (6–8) cut more aggressively and produce coarser chips. More flutes (12–30) produce smoother surfaces and are used for finishing. A 12-flute carbide finishing bur gives a remarkably smooth result on dentin.
Cross-cut vs. plain cut: Cross-cut burs have horizontal grooves crossing the flutes, which break up debris and increase cutting efficiency. Plain-cut (straight-flute) burs give a finer finish. For bulk removal, cross-cut. For finishing, plain cut.
ISO numbering (500 series): Under ISO 6360, carbide burs use material codes starting with 500. The shape codes are the same as diamond burs (001 = round, 010 = inverted cone, etc.), which makes cross-referencing shapes between diamond and carbide straightforward.
The practical takeaway: do not rely on color bands to choose carbide burs. Read the flute count and cut pattern instead. That information is almost always printed on the packaging or in the catalog listing.
Frequently Asked Questions
What does the color band on a dental bur mean?
The color band on a diamond dental bur indicates the grit size — the coarseness of the diamond particles bonded to the working head. Black is the coarsest (180 μm) and white is the finest (10–15 μm). The system lets you quickly identify grit without reading fine print.
What grit is a red-banded diamond bur?
A red band means fine grit, with diamond particles in the 40–50 μm range. Red-banded burs are used for finishing work such as margin refinement and surface smoothing after initial preparation with coarser grits.
How do I read an ISO number on a dental bur?
The ISO 6360 number is read in five segments from left to right: material type, shank type, head shape, grit or blade specification, and head diameter. Each segment is a separate code. For example, 806 means diamond, 314 means FG shank, and 014 means a 1.4 mm diameter head.
Are diamond bur color codes standardized across brands?
Yes, the six-color grit band system (black, green, blue, red, yellow, white) follows ISO 6360 and is consistent across reputable manufacturers globally. However, some brands omit the blue band on standard-grit burs, leaving them unmarked. If a diamond bur has no ring, assume medium grit.
What color diamond bur should I use for crown prep?
Start with green (coarse) for initial reduction and depth-cut placement. Move to blue or unmarked (standard) for refining walls and occlusal reduction. Switch to red (fine) for margin finishing. For all-ceramic cases where margin quality is critical, continue to yellow (extra fine) as a final step.
The color coding and ISO classification systems work together to give you full control over bur selection. The color band is your at-a-glance reference during a procedure; the ISO number is what you use when ordering replacements or specifying an exact instrument for a protocol. Bookmark this page, print the chart, or save it to your phone — having the grit values at hand saves time and eliminates the guesswork that leads to under-prepared or over-reduced margins.



