Dental Bur Speed Guide: RPM Settings by Material
Why Handpiece Speed Matters More Than You Think
Every dental material has a thermal tolerance, a fracture threshold, and an optimal cutting behavior that changes with rotational speed. Running a bur too fast through dentin generates heat that damages pulp. Running too slow through enamel causes chatter and micro-fractures. The difference between a clean margin and a ragged one often comes down to RPM selection and pressure control.
Three factors are directly tied to handpiece speed:
Heat generation – Friction rises with RPM. Excessive heat causes pulpal necrosis in vital teeth and surface damage on restorative materials. Water coolant offsets this, but only to a point.
Cutting efficiency – Each bur type has a speed range where it removes material most effectively. Outside that range, you either burn through consumables or waste chair time.
Surface quality – The finish you achieve at the preparation margin or on a restoration surface depends on matching speed, pressure, and grit to the substrate.
High-Speed vs. Low-Speed Handpieces: The Basics
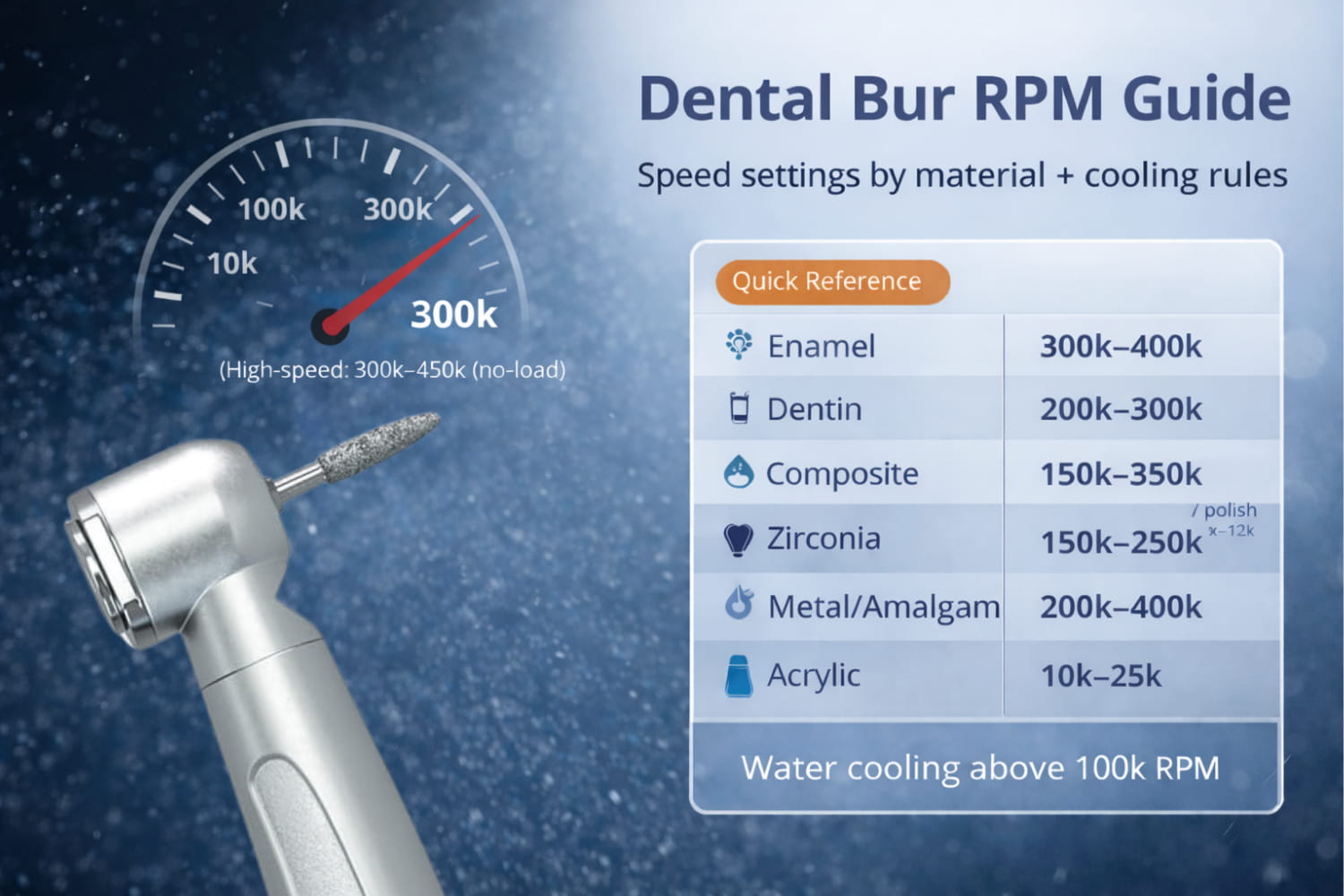
High-speed handpieces operate between 300,000 and 450,000 RPM under no-load conditions. Under cutting load, actual speed drops to roughly 180,000–320,000 RPM depending on the material and applied pressure. These handpieces are air-turbine or electric, with electric models offering better torque consistency across the speed range.
Low-speed handpieces (also called slow-speed or straight/contra-angle) run between 5,000 and 40,000 RPM. They deliver higher torque at lower speeds, making them suitable for finishing, polishing, caries removal, and work on softer materials like acrylic.
Electric handpieces deserve a separate mention. Unlike air-turbine units, electrics maintain constant torque regardless of load. This means the RPM you set is closer to the RPM you actually get during cutting. If your practice uses electric handpieces, you can target more precise speed ranges than the guidelines below suggest for air-turbine units.
RPM Recommendations by Material
Enamel
Enamel is the hardest biological tissue in the body (Knoop hardness ~340). It demands high speed and light intermittent pressure. Use a high-speed handpiece at 300,000–400,000 RPM with a coarse or medium-grit diamond bur. Always use water spray—at least 50 mL/min from the handpiece. Enamel cuts cleanly at high speed, but pressing hard stalls the bur and generates heat spikes. Let the bur do the work with a brushing motion.
Dentin
Dentin is softer than enamel (Knoop hardness ~70) and sits closer to the pulp. Drop your speed to 200,000–300,000 RPM or use a low-speed handpiece at 20,000–40,000 RPM for selective caries removal. Minimal pressure is the rule here. Carbide burs in round shapes (sizes 2–6) at low speed give excellent tactile feedback for distinguishing infected from affected dentin. Water cooling remains mandatory at high speed; at low speed with round burs, intermittent air-water is acceptable.
Composite Resin
Finishing and adjusting composite requires moderate-to-high speed (200,000–350,000 RPM) with fine-grit or extra-fine-grit diamond burs. Coarse diamonds at high speed will gouge the surface. For final polishing, switch to silicone polishing burs at 8,000–12,000 RPM in a low-speed handpiece. Multi-fluted carbide finishing burs (12–30 flutes) also work well at 150,000–250,000 RPM for contouring composite before the polishing step. Light water spray prevents heat buildup that can degrade the resin matrix.
Zirconia
Zirconia is extremely hard (Vickers hardness ~1,200) and sensitive to overheating. Thermal shock can trigger phase transformation from tetragonal to monoclinic, weakening the restoration. Use medium-grit diamond burs at moderate speed: 150,000–250,000 RPM. Heavy, continuous water spray is non-negotiable—aim for dual-port irrigation if your handpiece supports it. Light pressure with intermittent contact (2–3 second intervals) prevents localized heat concentration. Never use carbide burs on sintered zirconia; they dull instantly and generate excessive friction.
Metal and Amalgam
Speed requirements vary by alloy. For removing amalgam restorations, use a carbide cross-cut fissure bur at 300,000–400,000 RPM with water spray. Sectioning amalgam is faster than grinding it out whole. For trimming cast metal (gold, base metal alloys), carbide burs at 200,000–300,000 RPM with water work well. Finishing porcelain-fused-to-metal margins requires fine diamond burs at 150,000–200,000 RPM. When cutting through full metal crowns for removal, use a tungsten carbide fissure bur at high speed with steady water flow.
Acrylic and Denture Base
Acrylic has a low glass transition temperature. At high RPM, friction melts the surface, clogs the bur, and produces a gummy mess instead of a clean cut. Keep speed at 10,000–25,000 RPM using acrylic-specific carbide burs or coarse lab diamonds in a straight handpiece. Light pressure and intermittent cutting prevent heat buildup. Water cooling is optional here—some technicians prefer dry cutting for better visibility, but only at the lower end of the speed range.
Diamond Burs vs. Carbide Burs: Speed Differences
Diamond burs and carbide burs remove material through fundamentally different mechanisms, and this affects their ideal operating speeds. For a detailed breakdown of these differences, see our diamond vs. carbide comparison guide.
Diamond burs cut by abrasion. Thousands of diamond particles bonded to the shank grind through the substrate. They perform best at high speed (250,000–400,000 RPM) where each diamond crystal makes brief contact, removing a tiny chip before moving on. At low speed, diamond burs drag across the surface, generating more heat per contact point and producing a rougher finish.
Carbide burs cut by shearing. Precisely machined blades slice through material in a defined chip pattern. They work across a wider speed range—from 5,000 RPM in slow-speed handpieces up to 400,000 RPM in high-speed units. Blade count matters: fewer blades (6–8) at higher speeds for bulk removal, more blades (12–30) at moderate speeds for finishing. Carbide burs maintain sharpness longer on softer materials but dull quickly on ceramics.
Material-Bur-RPM Reference Table
Material | Bur Type | RPM Range | Pressure | Cooling |
|---|---|---|---|---|
Enamel | Diamond (coarse/medium) | 300,000–400,000 | Light, intermittent | Heavy water spray |
Dentin (high-speed) | Diamond or carbide | 200,000–300,000 | Minimal | Continuous water |
Dentin (caries removal) | Round carbide (#2–6) | 5,000–20,000 | Minimal | Intermittent |
Composite (contouring) | Fine diamond / multi-flute carbide | 150,000–350,000 | Light | Light water spray |
Composite (polishing) | Silicone polishers | 8,000–12,000 | Light | Dry or light water |
Zirconia | Medium diamond | 150,000–250,000 | Light, intermittent | Heavy dual-port water |
Amalgam removal | Carbide cross-cut fissure | 300,000–400,000 | Moderate | Continuous water |
Cast metal (trim) | Carbide | 200,000–300,000 | Moderate | Water spray |
PFM margins | Fine diamond | 150,000–200,000 | Light | Water spray |
Acrylic / denture | Acrylic carbide or lab diamond | 10,000–25,000 | Light | Optional (dry OK) |
Water Cooling Guidelines
As a baseline, any bur running above 100,000 RPM on tooth structure requires water cooling. The ISO standard recommends a minimum of 50 mL/min for high-speed handpieces. Below that threshold, the water fails to dissipate heat fast enough to protect the pulp.
When water is mandatory:
All high-speed cutting on enamel and dentin
Any work on zirconia or lithium disilicate
Amalgam removal (also controls mercury vapor release)
Cutting through metal crowns
When dry cutting is acceptable:
Low-speed acrylic trimming (under 15,000 RPM)
Silicone polishing of composite at low speed
Slow-speed caries excavation with round burs when visual confirmation of caries color is needed
Lab work on stone models
For procedures where you alternate between wet and dry, keep the air-water syringe accessible. A quick burst of water between dry-cutting intervals prevents cumulative thermal damage.
Signs of Incorrect Speed Settings
Your handpiece and the material will tell you when something is off. Learn to read these signals:
Chatter or vibration – The bur is bouncing rather than cutting smoothly. This typically means the speed is too low for the material hardness, or the bur is worn. Increase RPM or replace the bur.
Burning smell – Organic material (dentin, acrylic, composite resin) is overheating. Reduce speed, reduce pressure, or increase water flow. If you smell burning during enamel preparation, your water delivery has failed—stop immediately.
Discoloration of the substrate – Brown or white spots on dentin indicate thermal damage. On zirconia, a chalky white surface suggests phase transformation. On acrylic, yellowing means you are past the thermal limit.
Rough or gouged surface – Too much speed or pressure with a coarse bur. Step down in grit or reduce RPM. For composite finishing, switch from a diamond to a multi-fluted carbide or silicone polisher.
Bur clogging – Common with acrylic and composite at excessive speed. The material softens and packs into the flutes or diamond coating. Reduce RPM and use intermittent cutting strokes.
Premature bur wear – Running carbide burs on hard ceramics or using diamond burs at insufficient speed accelerates wear. Match your bur type to the material as outlined in our guide to dental bur types and techniques.
Practical Tips for Daily Use
Set your electric handpiece to a specific RPM for each procedural step rather than running at maximum speed throughout. Clinicians who do this report better surface finishes and longer bur life. For air-turbine users, speed control comes from varying air pressure at the foot pedal—feathering the pedal gives you more control than running at full throttle.
Keep a speed reference card in each operatory until the settings become second nature. Newer electric handpiece systems display real-time RPM on a screen, which helps reinforce the connection between your pedal pressure and actual cutting speed.
Bur maintenance also plays a role. A clogged diamond bur behaves differently at 300,000 RPM than a clean one. Regular cleaning between patients—ultrasonic bath followed by sterilization—maintains consistent cutting performance. Inspect burs under magnification periodically and discard any with visible diamond loss or bent flutes.
Finally, remember that these RPM ranges are starting points. Tooth anatomy, patient factors (sclerotic dentin requires different handling than carious dentin), and your specific handpiece model all influence the ideal settings. Pay attention to the tactile and auditory feedback from the handpiece, and adjust accordingly.
